中文
|
English
首页
关于我们
公司历史
公司介绍
领导关怀
资质荣誉
董事长致辞
工程业绩
管道穿越经典工程
管道穿越工程列表
管道外防腐工程
研发中心
施工设备研发
施工工艺创新
研发团队
产品目录
水平定向钻机
钻机配套机具
钻机导向系统
其他
水平定向钻穿越设备统计表
新闻中心
华元新闻
媒体报道
专题报道
最新公告
人力资源
加入我们
招采平台
招采平台
联系我们
联系我们
En
中
En
首页
关于我们
工程业绩
研发中心
产品目录
新闻中心
人力资源
招采平台
联系我们
双奖闪耀!河北华元科工股份有限公司荣获“中国非开挖杰出工程奖”与“杰出技术奖”
华元科工与京东企业购达成战略合作,以数智供应链助力中国制造高质量发展
【媒体报道】河北华元科工荣获2024 ISTT年度工程奖(铺设)
河北华元科工荣获2024 ISTT年度工程奖(铺设)
【媒体报道】河北华元科工股份有限公司荣获国家级专精特新“小巨人”企业称号
安全绿色·智能创新 | 华元科工亮相第十三届中国(廊坊)国际管道博览会
查看更多
关于我们
公司介绍
一家集科研开发,加工制造,工程施工于一体的综合性企业
董事长致辞
用三十年铸就的华元之魂去打造百年的华元
工程业绩
香港国际机场航油管道工程两条5.2公里定向钻穿越工程
氹仔至澳门半岛天然气过海管道定向穿越工程
查看更多
>>
产品目录
HDD-6000ZH型水平定向钻机
HY-9800型水平定向钻机
HY-6000型水平定向钻机
HY-4000型水平定向钻机,
HY-3000型水平定向钻机
HY-2000型水平定向钻机
HY-1300型水平定向钻机
HY-600L型水平定向钻机
新闻中心
华元新闻
媒体报道
专题报道
最新公告
双奖闪耀!河北华元科工股份有限公司荣获“中国非开挖杰出工程奖”与“杰出技术奖”
2025-05-07 11:05:40
2025年4月25日,为期三天的第二十八届中国国际非开挖技术研讨会暨展览会(ITTC 2025)圆满落幕。本次展会面积近20,000平方米,吸引了来自全球120余家非...
华元科工与京东企业购达成战略合作,以数智供应链助力中国制造高质量发展
2025-01-17 15:48:29
1 月 14 日, 河北华元科工股份有限公司 (简称 “ 华元科工 ” )与京东企业购正式宣布达成战略合作。未来,双方将在企业通用品及工业品采购数智化、服务及运营数智...
14
2024-11
河北华元科工荣获2024 ISTT年度工程奖(铺设)
2024年11月4日,国际非开挖技术协会(ISTT)理事会在阿联酋迪拜的Jumeirah Beach Hotel顺利举行。此次会议中,河北华元科工股份有限...
12
2024-11
安全绿色·智能创新 | 华元科工亮相第十三届中国(廊坊)国际管道博览会
近日,第十三届中国(廊坊)国际管道博览会在廊坊博览中心隆重启幕,现场气氛热烈非凡。本次展会汇聚了包括 河北华元科工股份有限公司 在内的全球250余家行业...
【媒体报道】河北华元科工荣获2024 ISTT年度工程奖(铺设)
2024-11-14 14:47:35
2024 年 11 月 4 日,国际非开挖技术协会( ISTT )理事会在阿联酋迪拜的 Jumeirah Beach Hotel 顺利举行。此次会议...
【媒体报道】河北华元科工董事长史占华做客央视《信用中国》栏目|分享我国水平定向钻技术崛起背后的品牌故事
2024-12-11 11:23:16
近期, 河北华元科工股份有限公司 董事长史占华先生受邀参加了中央电视台《信用中国》栏目的录制,并接受了著名主持人董倩的专访。该节目于8月17日在中央...
20
2024-05
【媒体报道】深圳妈湾电厂升级改造项目—大铲岛至妈湾电厂供气专线4735米陆海定向钻穿越成功
深圳妈湾电厂升级改造项目 —— 大铲岛至妈湾电厂供气专线4735米陆海定向钻穿越工程, 起于西二线大铲岛分输站,终至妈湾厂站,定向钻穿越长度4735米,管径610毫米...
26
2024-08
【媒体报道】华元科工:以科技创新破局
在全球基础设施建设日新月异的今天,长输油气管道、通信光缆、市政管网等工程如同城市的血脉,日益成为支撑社会经济发展的重要基石。然而,这些工程的实施往往需跨越山川湖海,...
河北华元科工股份有限公司在第七届中国油气管道非开挖工程技术交流大会上荣获“最具影响力非开挖工程”奖
2024-08-05 10:50:50
7月31日到8月1日,第七届中国油气管道非开挖工程技术交流大会在江苏无锡顺利举办, 河北华元科工股份有限公司 (以下简称华元科工)以其标志性项目《妈湾电厂...
盛会聚焦|华元集团成功承办2024水平定向钻工程技术高峰论坛
2024-06-26 16:08:39
2024年6月22日,由《非开挖技术》杂志社主办、河北华元科工股份有限公司承办的“非开挖水平定向钻工程技术高峰论坛”在华元集团总部圆满落下帷幕。...
11
2024-05
河北华元科工股份有限公司“船上钻机防潮汐浮动技术”顺利通过河北省高新技术产业协会组织的科技成果评价
河北华元科工股份有限公司科技成果评价会议现场照片 2024年4月11日,河北省高新技术产业协会科技成果评价中心组织相关专家通过线上线下相结合的...
07
2024-02
转自《澳门日报》:工程界学习水平定向钻技术
【本报消息】澳门建筑机械工程商会表示,澳门地小人多,大多地区道路狭窄,地下管线复杂。水平定向钻穿越的施工技术,是一种通过井下动力钻具实现定向钻进的...
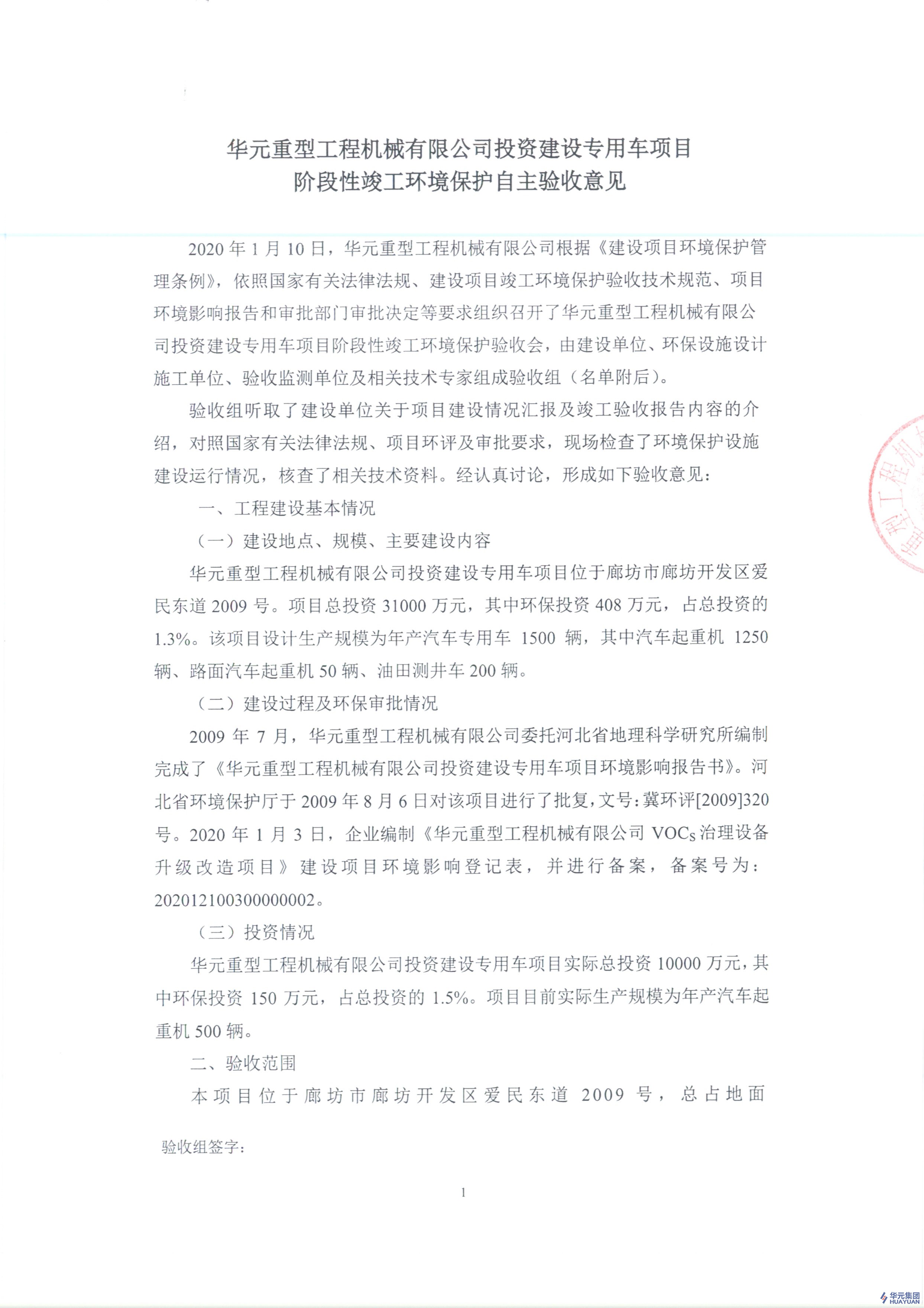
华元重型工程机械有限公司关于《投资建设专用车项目阶段性竣工环境保护自主验收意见》的公示
2025-06-13 16:39:34
现根据建设项目环境影响评价审批程序的有关规定,特对华元重型工程机械有限公司关于《投资建设专用车项目阶段性竣工环境保护自主验收意见》进行公示:详细情况如下: ...
廊坊开发区加大企业自主创新力度
2019-10-24 09:58:02
近日,廊坊市科学技术市长特别奖评选结果揭晓,廊坊开发区内的中科廊坊科技谷有限公司和河北华元科工股份有限公司董事长兼总经理史占华、新奥博为技术有限公司副总经理赵磊分...